

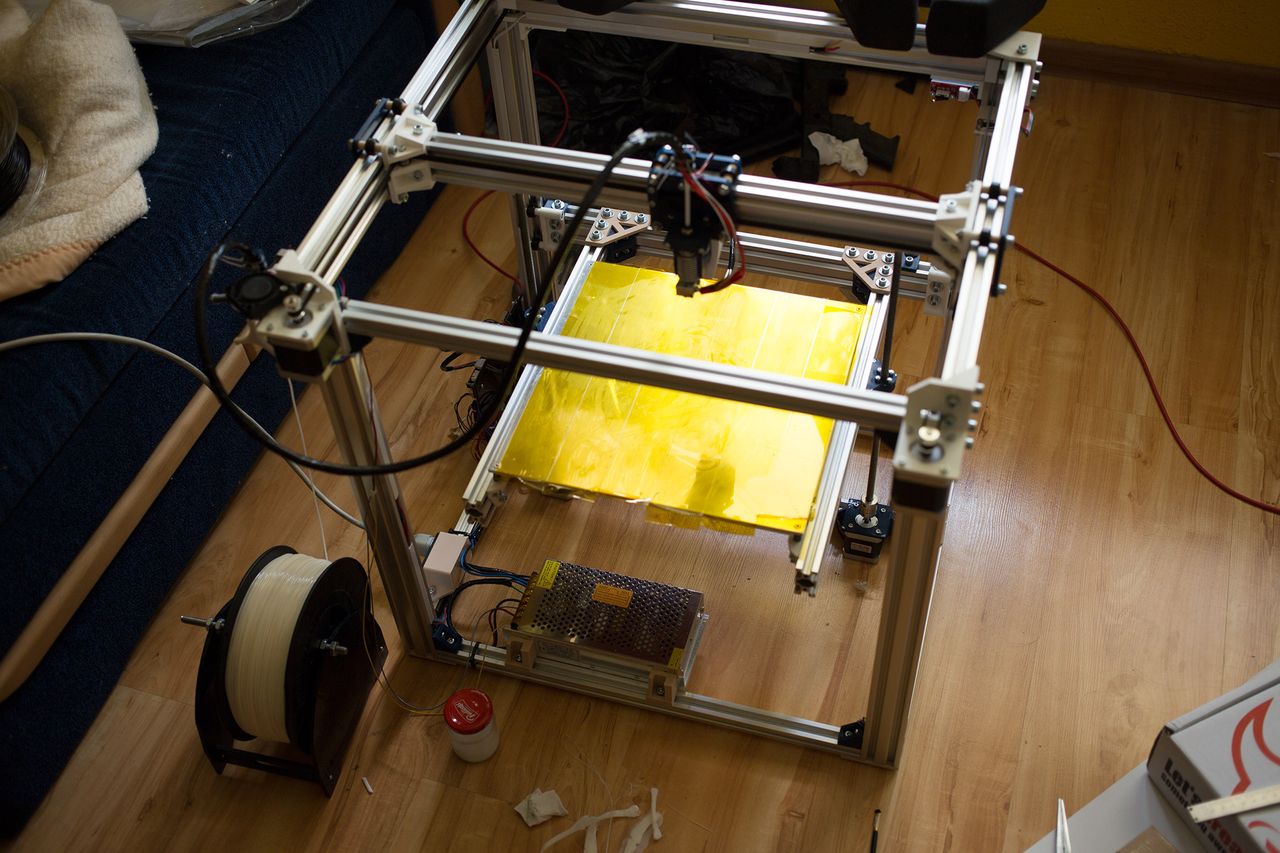
Megalodon 1.0 — DIY drukarka 3D
Albo E‑Bot 1.0, D‑Bot 1.5, ewentualnie C‑Bot 2.5... Dziś przyszedł czas na budowę drukarki 3D, bo co to za życie kiedy ma się tylko jedną. Choć tak na prawdę, to bardziej chodzi o ograniczenia fizyczne mojego dotychczasowego sprzętu, które są nie do przeskoczenia. Przynajmniej nie bez gruntownego przebudowania całej konstrukcji (cóż, "zalety" taniej chińszczyzny). A skoro miałbym przerabiać całą konstrukcję... to albo kupić nową (M200 ?), albo jednak nie wydawać 8k na konstrukcje, której możliwości da się osiągnąć mniejszym nakładem środków (tylko z większym nakładem czasu). No i, w końcu jednym z założeń reprapów była zdolność do replikacji. To też, na ile się da, jedna drukarka stworzy drugą. Oczywisty minus - aby zbudować to cudo, trzeba mieć inne cudo drukujące w 3D, albo zlecić komuś wydruk potrzebnych części.
Teorie i problemy
Oryginalnie nosiłem się z zamiarem poskładania czegoś z mechaniką typu delta. Ale z uwagi na okrągłą platformę i (przynajmniej teoretyczne) problemy z kalibracją, skończyło się na tym, że zostałem w układzie kartezjańskim (czyli w świecie opisanym przez XYZ a nie sinusy i cosinusy). W świecie XYZ mamy do wyboru tradycyjny reprapowy model działania, jeden silnik na X, jeden na Y i na ogół, choć nie zawsze, dwa siniki na Z. Silniki w pionie często korzystają z przełożenia za pomocą śrub napędowych, ma to swoje zalety, ma też swoje wady - w moim aktualnym modelu zastosowanie śrub w osi Z objawiło się pojawieniem bandingu.

Problem bierze się z tego, iż trapezowe śruby praktycznie nigdy nie są idealnie proste (z powodu walcowania wykorzystywanego w procesie produkcji), a jak nie są proste to lubią przesunąć wózek o niewielkie części mm w którąś stronę wraz z każdym obrotem. Rozwiązań problemu jest co najmniej kilka, od rozwiercenia górnych otworów ograniczających śruby, przez usztywnienie konstrukcji na nich zawieszonej, a na zmianie formy napędu kończąc. O ile jednak rozwiercenie otworów przyniosło poprawę sytuacji, tak nie rozwiązało problemu do końca. A konstrukcji nie da się w prosty sposób usztywnić, ani tym bardziej zmienić rodzaju napędu. Drugi problem, powiedziałbym, główny problem - to wszelkie formy wibracji. Drukarka zmieniając gwałtownie kierunek poruszania się (co robi często) wibruje na tyle mocno, że trzepie całym biurkiem na którym stoi. Samo w sobie nie jest to problemem, póki cała drukarka się rusza to jakoś bardzo nie wpływa to na wydruk, niestety, poszczególne elementy tej machiny zmieniają lekko położenie między sobą - a to prowadzi do powstawania różnych, mało fajnych artefaktów, jak dzwonienie. No i jest jeszcze pole robocze...
Drukarka ma poza tym ciężki ekstruder typu direct - co samo w sobie nie jest złe, mają one kilka niezaprzeczalnych zalet. Na bowdenie nie da się drukować z miękkich materiałów jak TPU/guma, na bezpośrednim i owszem, poza tym doskonale działa na nim retrakcja. No i nie masz zawsze zmarnowanego ~1 metra materiału. Z drugiej strony, ciężkie rzeczy trudno rozpędzić (co jest plusem w wypadku ramy, ciężka nie wpada łatwo w wibracje), ale z drugiej strony jak już ciężki obiekt rozpędzisz - to trudniej go zatrzymać. Przez co pojawiają się takie artefakty jak wyżej. Problem oczywiście do rozwiązania poprzez zmniejszenie prędkości druku, ale dla mnie to nie jest do końca rozwiązanie, cały proces i tak trwa stanowczo za długo, a sprzęt niestety trzeba cały czas pilnować, czy nie postanowił zrobić czegoś dziwnego, tylko ciężko to robić kiedy się śpi.
D-Bot na ratunek
Poza typowym reprapowym układem napędu mamy jeszcze przynajmniej dwa, które rozwiązują dużo problemów występujących w tym pierwszym. H‑Bot i CoreXY, zasada działania obu jest identyczna, do poruszania ekstruderem w osi XY wykorzystywane są dwa silniki, ale muszą one pracować jednocześnie aby poruszać nim w kierunku X/Y, jeśli tylko jeden działa to platforma jeździ po skosie. Tak w uproszczeniu, po szczegóły działania tego cuda można udać się tu. Oba systemy różnią się rozłożeniem pasków napędowych, ale z tego co można odszukać w internetach, CoreXY wypada lepiej. Pozostaje pytanie, projektować coś samemu, wykorzystać gotowy projekt, czy zmodyfikować jakiś istniejący projekt. W tym wypadku do gry weszła, całkiem przypadkiem opcja numer trzy. Na forum reprapy udało mi się trafić na wątek rozwodzący się na temat konstrukcji zwanej D-Bot, która jest zmodyfikowaną wersją C-Bot 'a. Konstrukcja z mechaniką CoreXY, najwyraźniej przetestowana i zbierająca pozytywne opinie. Nic tylko brać i przerabiać.
Modyfikacje
D‑Bot do mojego zapotrzebowania pasuje prawie idealnie. Prawie. Do wymiany poszło:
Elektronika
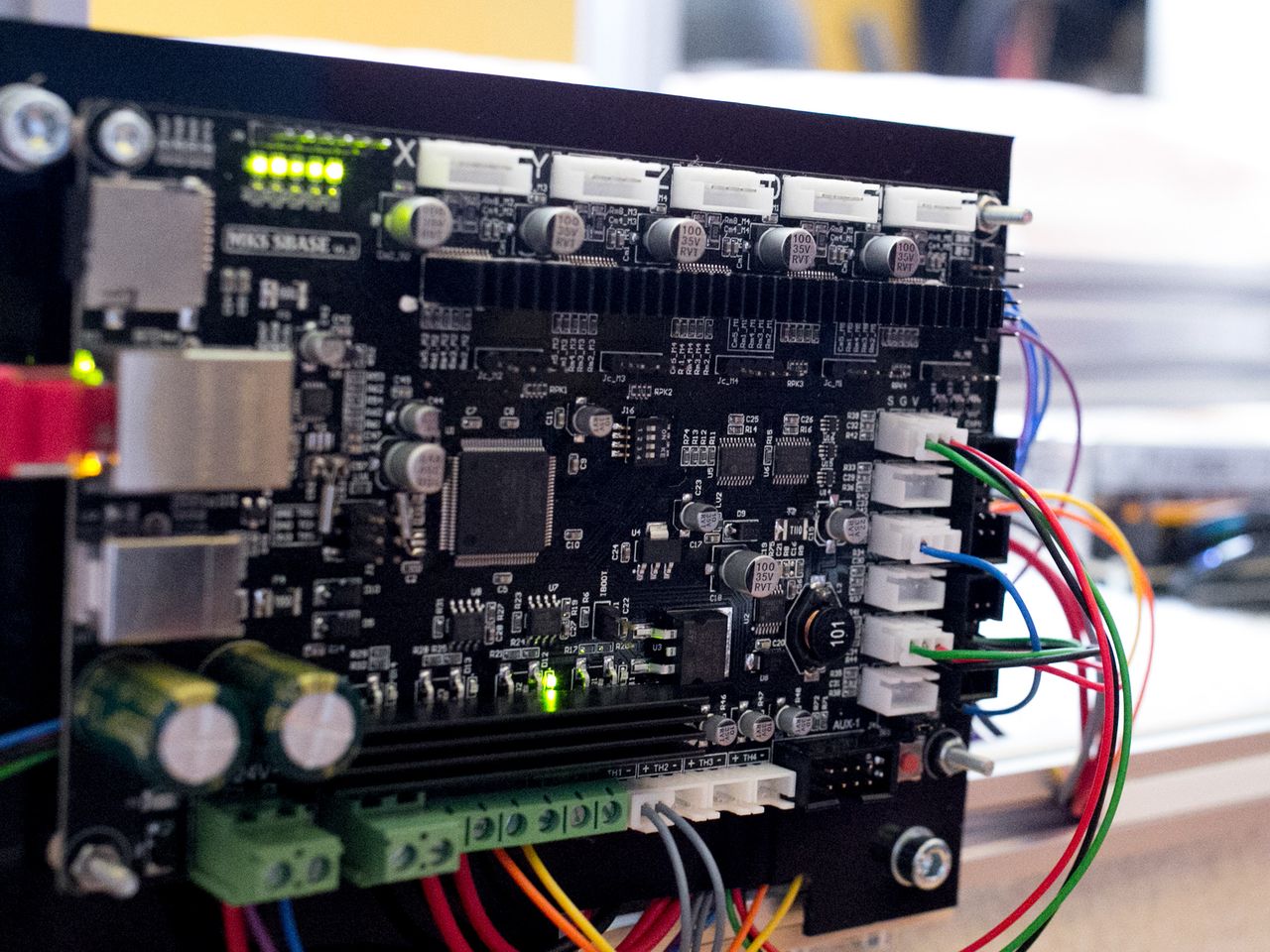
Elektronika, zawsze lepiej wstawić coś nowocześniejszego niż RAMPS. I nie chodzi tutaj o jakość wydruków, a o przyszłościowość rozwiązania. Sterowanie drukarką w układzie kartezjańskim nie jest dla 8‑bitowego Arduino jakimś szczególnym wyzwaniem, problemy pojawią się tylko w przypadku delt (choć też nie do końca), kiedy chcemy przekroczyć limit 10 kHz sygnału sterującego obrotami silników lub jeśli chcemy aby układ sterujący mógł robić coś jeszcze, poza zarządzaniem silnikami. Na Arduino nawet chodzenie po menu w trakcie druku potrafi wydruk zepsuć. No i nie lubię Arduino, pewnie głównie za to jak się zachowali w stosunku do Wired. Wybór padł na Smoothie. Dużo MHz 32bit ARM, obsługa podwójnego ekstrudera, wyświetlaczy i co ostatnio lubię w urządzeniach - Ethernet. Tylko, że oryginalna elektronika Smoothie jest taka sobie, z ceną... też taką sobie. Przykładowo, zamontowane słabe mosfety i sterowniki A4982. Sterowniki nie są złe, w końcu mam je zamontowane w Melzim i działają doskonale, ale z drugiej strony, jest MKS SBASE 1.2. Chiński klon oczywiście. Oryginał kosztuje coś około 818zł (186 Ojro), chińszczyzna wychodzi ~200 zł (z przesyłką). A poza tym, że tańsza to jeszcze ma zamontowane sensowne mosfety (99 A vs 5 A), lepsze sterowniki silników (DRV8825 z 1/32 microsteppingiem vs 1/16 w oryginale) oraz IMO lepszy rozkład wyprowadzeń. Chodzi na tym samym firmware. Tak że, skoro Chińczycy znów zrobili coś lepiej, i za 1/4 ceny oryginalnego projektu. Gdzie tu minusy?
Inne zmiany
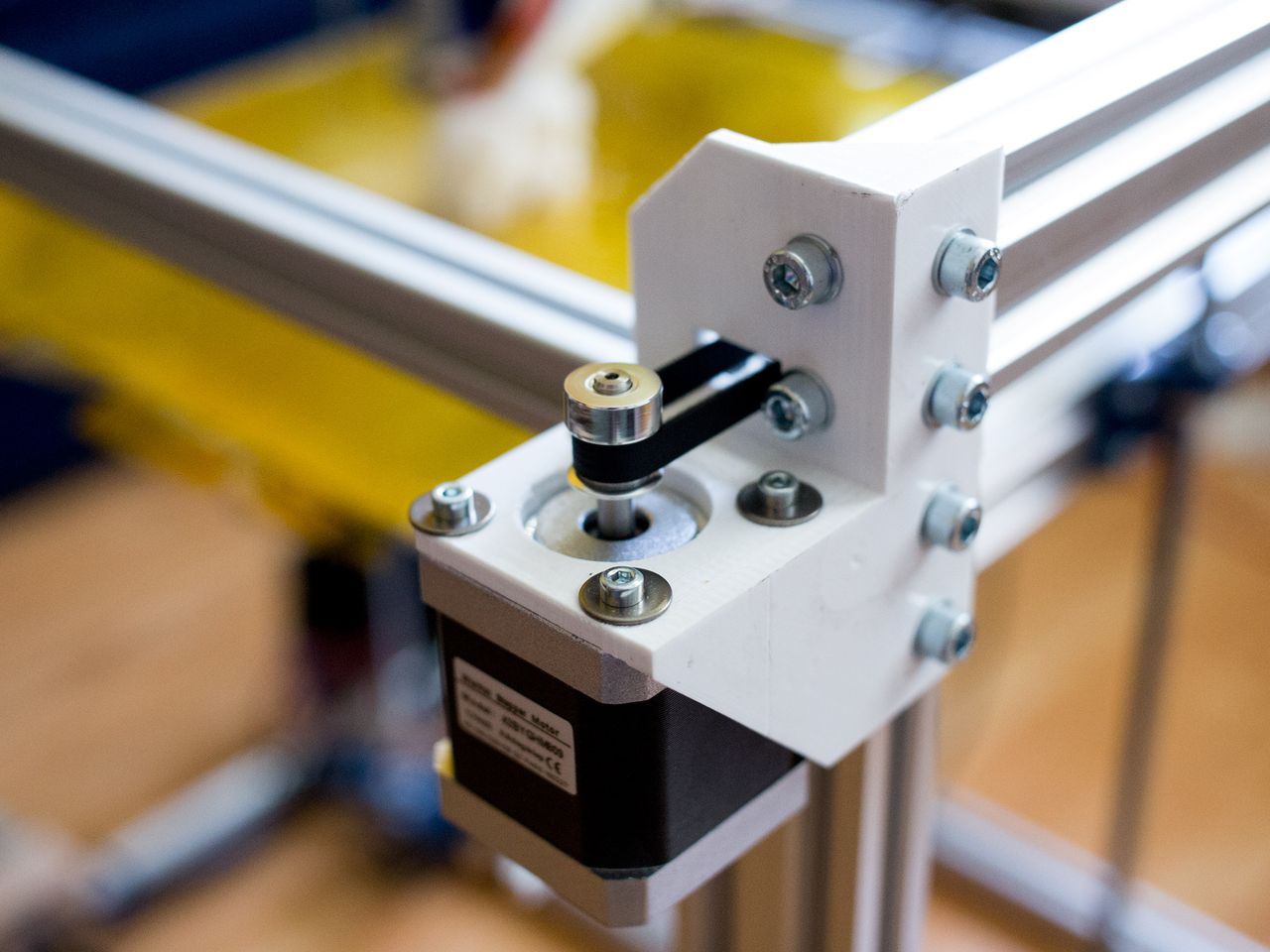
Silniki - zamiast przewidzianych w projekcie, zainstalowane są 42BYGHM809, także chińszczyzna, a jakże. Tańsze nie są, ale mają kąt obrotu na poziomie 0,9 stopnia (vs 1,8), czyli są dwukrotnie dokładniejsze. Maksymalny prąd 1,7 A, a jak wynika z doświadczenia, grzeją się. Nie tak aby im to zaszkodziło, w końcu spokojnie mogą się rozpędzić do 80 stopni i nic im nie będzie, ale uchwyty na nie wykonane są z ABSu (w poprawionej wersji z PET), tak że przy 80 stopniach to zrobiła by się z nich plastelina. Problem to jednakowoż nie jest, w konfiguracji Smoothie ograniczamy prąd do 1,1‑1,2 A i silniki są chłodne a działają wcale nie gorzej. Przy okazji zyskujemy odrobinę na prądzie, eko podobno w modzie. Stół zamiast ze szkła podbitego grzałką PCB jest aluminiowy i pokryty taśmą kaptonową. Niby da się drukować bezpośrednio na alu (i nie ma problemu z jego zdobyciem), ale taśma jednak poprawia przywieralność wydruków (aktualnie drukuję tylko na taśmie, bez dodatków, bardzo czasem podpierając się dodatkowo sokiem z ABSu), a poza tym chroni stół przed zarysowaniami (tak, zdarzyło mi się zaryć weń głowicą). No i w razie wyjątkowego ufaflunienia platformy, wystarczy zerwać taśmę i przykleić nową.
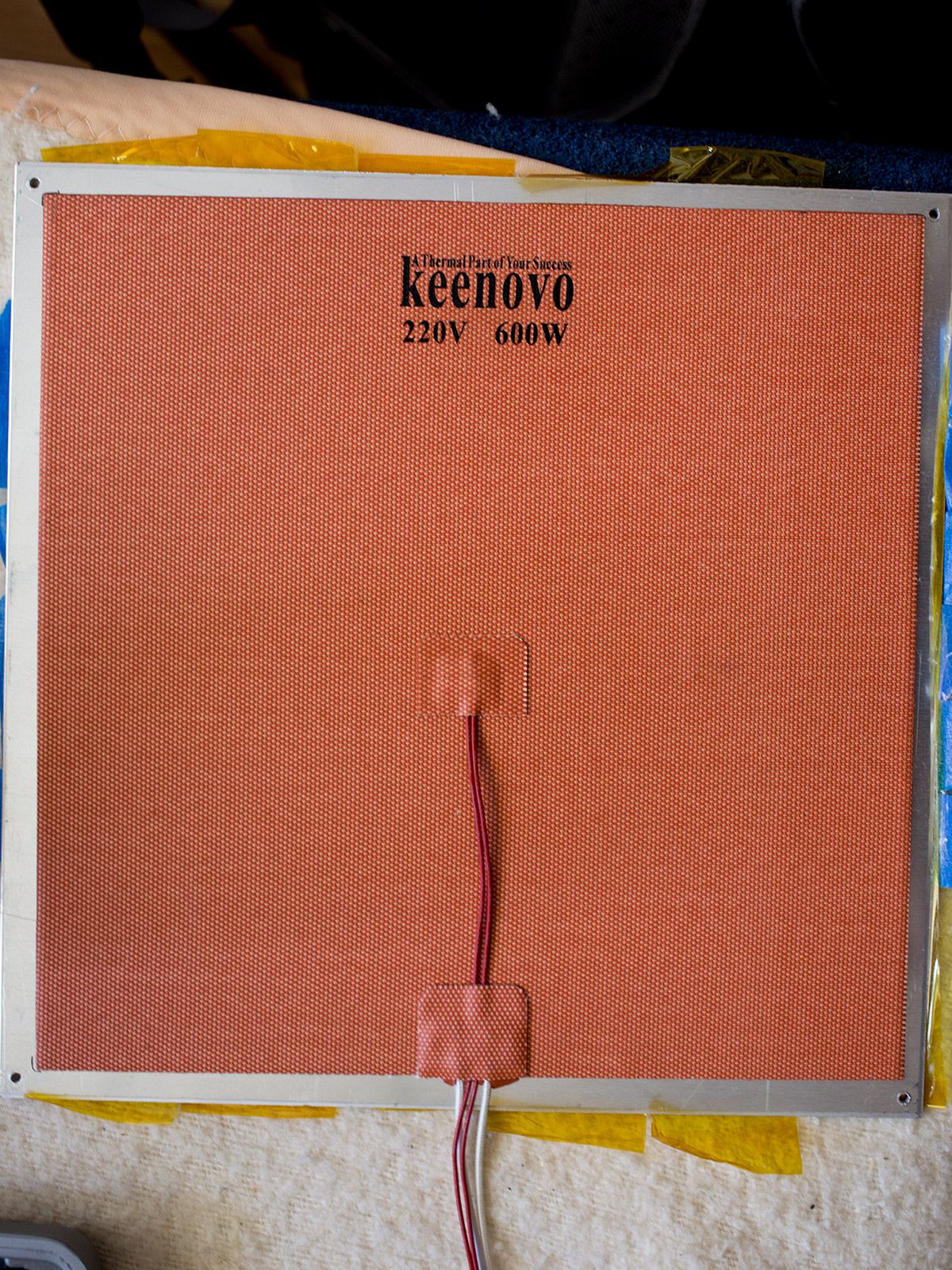
Wspominałem o ekologiczności? Dlatego też zainstalowana jest pod stołem 600W 28x28 cm grzałka pracująca na 230 V. Grzeje jak trzeba, szybko i korzysta z tego samego układu, który zainstalowany jest w poprzednim modelu. Poza tym kilka plastików ma nieco zmienione wymiary, co by się lepiej drukowało z głowicą 0,4, ewentualnie aby krańcówki działały poprawnie. Poza tym docelowo sprzęt dostanie obudowę z pleksi, wzmocni to trochę konstrukcję, a przy okazji umożliwi wygodniejsze drukowanie z ABSu. Noo i jednak latem, w 30 stopniach głupio siedzieć w pokoju obok 600 W otwartej grzałki.
Parametry
Po wszystkich zmianach i poprawkach, parametry mojego Megalodona* wychodziły by następująco:
- Platforma robocza o rozmiarach 300x300x330 mm
- Rozdzielczość w płaszczyźnie poziomej 0,0025 mm (2,5 um)
- Rozdzielczość w płaszczyźnie pionowej 0,0003125 mm (0,3 um)
- Bowdenowy ekstruder na filament 1,75 mm z dyszą 0, 5mm (40 W grzałka, max ~300 stopni) + opcja drugiego ekstrudera
- Podgrzewany stół o temperaturze maksymalnej ~180 stopni i mocy 600 W
- Może drukować z PLA, ABS, ABS+, PET, PET-G i Nylonu, generalnie z czegokolwiek co nie jest zbyt rozciągliwe, jak guma czy TPU
- Obsługuje dowolny mniej lub bardziej otwarty soft slicerów, bo używa gcode
Uwagi do składania
Im dokładniej potniesz profile, tym lepiej. Także mierz 5 razy, tnij raz. Profile można dostać w Polsce, można ściągnąć z Chin. W wypadku brania ze sklepu openbuils - będą oczywiście szybciej. W wypadku ściągania z Chin - będą po 3 tygodniach, ale za to 1/3 taniej, do tego jak się ładnie poprosi "myfriendów" to nawet potną na odpowiednie kawałki (a jeśli się pomylą to darmo poprawia swój błąd, zdarzyło się). Z drugiej strony, koszt pocięcia profili w Polsce za pomocą wody to jakieś 10 zł. Aaaale, wtedy trzeba kupić profile w rozmiarze zaokrąglonym do 1m/1,5m, a Chińczycy każą zapłacić za dokładnie tyle ile potrzebujesz. Jakby coś poszło nie tak przy cięciu profili, to da się to skompensować do paru mm w drukowanych plastikach. Szczęśliwie tego problemu nie miałem przy montowaniu belki, na której zamontowane są silniki osi Z, nie sugerować się opisem montażu D‑Bot'a - mamy tu inny stół, tak że wyznaczyć jego środek ciężkości i zamontować je tak aby były w jego pobliżu. Te kwadratowe nakrętki DIN da się wkładać do profili bez potrzeby wsuwania ich bokiem profilu. Przydatna informacja kiedy zapomnisz coś zamontować a już dużo zmontowałeś. Używać największych podkładek pod śruby jakie tylko wejdą w dane miejsce. To tylko plastik, także czy drukowany czy nie, jak się za mocno ściśnie to pęknie, im większa podkładka, tym mniejsze ryzyko uszkodzenia łączników.
Poza tym nie skręcać na chama. Podkładki doskonale chronią plastiki, ale jak się przesadzi, to dociśnięte za mocno nakrętki powyginają profile. Części, które modyfikowałem są tu.
A jak działa?
O tak:




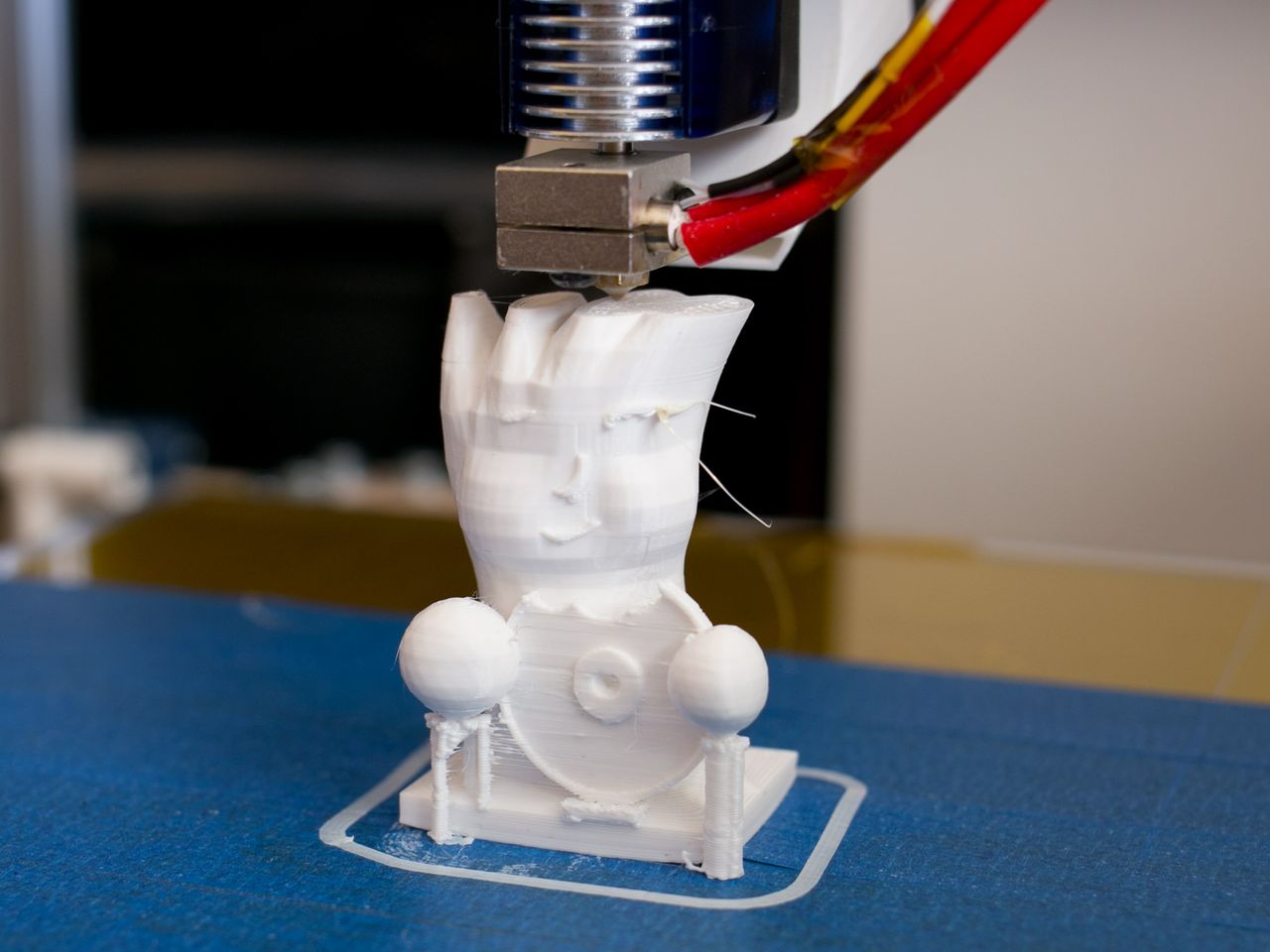
Bulbazaury drukowane z ABS warstwą 0,1 mm (poza tym pól‑przeźroczystym co jest z PET), 230 stopni + 120 stopni platformy, czas 2‑3h. Akiko - 0,2 mm, z identycznymi ustawieniami. Kościane korony na LARP dla @Rynn tak samo jak Akiko. A dobroprogramowy ludek tak samo jak bulbazaury (poza podgrzewaniem stołu, grzałka się spóźniła i PET). To chyba wychodzi jakościowo jak M200? Za 1/5 jej ceny. ;)
* - ta nazwa to dla żartu, serio.
![Kosztowna i mało wydajna drukarka mobilna do zdjęć. Canon Zoemini 2 [Recenzja]](https://v.wpimg.pl/OGYzLkpQYCY4GDpYXyptM3tAbgIZc2NlLFh2SV9kdnAhSX1dXyUqJDFUOxsTNSFpKRZjAh02YHFpSnsJEjAsajsYKQhdZS5wOlcuDhNmYiNhTi9ZSTN9I2Ecf0U6AQhlJA)
![Kompaktowy Soundbar 2.0.2 z 3D Dolby Atmos. Sharp HT-SB700 [Recenzja]](https://v.wpimg.pl/NzVlLmpwYRs3DjpeXwxsDnRWbgQZVWJYI052T19Cd00uX31bXwMrGT5COx0TEyBUJgBjBB0QYU9nWX8MQxMrVzQNeA5dQyxKYUF1X0lHYxgzCS0PExF-T2FZKUMaBylYKw)

![Topowa wydajność w bezprzewodowej myszce. Genesis Zircon XIII [Recenzja]](https://v.wpimg.pl/YzMyLmpwdhssGzpeXwx7Dm9DbgQZVXVYOFt2T19CYE01Sn1bXwM8GSVXOx0TEzdUPRVjBB0Qdkt9TilYEURoV3wYKV5dQz0edVQtXEVEdE4oT35fFRU8Hi5KfkMaBz5YMA)



