

Magia druku trójwymiarowego
Jest takie powiedzenie, "naucz swoje dzieci fotografii, a nigdy nie będą miały pieniędzy na narkotyki", które prawdziwe jest również w przypadku druku 3D, dronów, i kilku innych hobby. A że wyznaję zasadę, iż gdy dorzuca się coś do swojego koszyczka z etykietą „zainteresowania”, to wypada wybrać tanią opcję, wybadać co to jest, jak to się je, czym to się je i czy w ogóle jest z tego jakaś frajda. Kiedy człowiek zapozna się z tym najtańszym, co może znaleźć, to będzie mu łatwiej zdecydować w która stronę chce iść i czego po tej stronie może się spodziewać. Tak że w związku z dopadnięciem czegoś, co pochodzi oczywiście z Chin, a zwie się OMNI M‑505 i produkuje rzeczy, z lepszym lub gorszym skutkiem... Czas przerobić problemy związane z drukiem 3D, częściowo z tą konkretną drukarką, ale, że one wszystkie są do siebie podobne (no, FDMy z układem kartezjańskim), to większość artykułu da się zastosować do różnych innych wynalazków, o podobnej konstrukcji (bo one wszystkie to i tak zmodyfikowana Prusa i3).
Teoria
Najpopularniejsze drukarki 3D działają w technologii FDM/FFF. Pierwsze rozwija się jako Fused Depsition Modeling, a drugie jako Fused Filament Fabrication. Obie nazwy oznaczają to samo, jakiś rodzaj plastiku jest podgrzewany tak, aby przeszedł do stanu płynnego, zostaje przepchnięty przez dyszę i ułożony na platformie w postaci warstw.
Technologia daleka jakością do plastików produkowanych z użyciem form wtryskowych, gdyż:

- Niższa wytrzymałość wyrobu
- Niższa jakość przedmiotu, widoczne (mniej lub bardziej) linie wzdłuż których układany jest filament (ale da się z tym walczyć)
- Czas wytworzenia pojedynczego obiektu czasem trwa wiele godzin
- Wykonanie niektórych kształtów jest utrudnione, a czasem niemożliwe (bo overhangi albo fragmenty wiszące w powietrzu)
Więc po co się w to bawić? Bo są też zalety:
- Tworzenie prototypów elementów plastikowych z użyciem form byłoby bardziej upierdliwe i kosztowne czasowo
- Można stworzyć coś co akurat jest nam potrzebne w kilka godzin
- Samo to, że w ciągu niedługiego czasu można trzymać to co chwilę temu wymyśliło jest po prostu super
Generalnie drukarki można pociągnąć z Chin za ceny poniżej 0,9k. Można też upolować na przykład Ultimakera za 8k + VAT. Ale czy są między nimi różnice usprawiedliwiające różnice cenowe? I tak, i nie. Wygoda obsługi droższych modeli jest wyższa niż najtańszych, mają ładniejsze i lepiej wykonane obudowy (już o lepszej gwarancji nie mówiąc), ale z drugiej strony przy odrobienie samozaparcia i czasem wsparcia Googli, jakość końcowego wyrobu wypada na bardzo, bardzo zbliżonym poziomie. Tak że jeśli nie radzisz sobie kompletnie z rozwiązywaniem (czasem nietypowych) problemów, to powinieneś dopłacić, chociaż... I tak się na nie natkniesz.
OMNI M-505
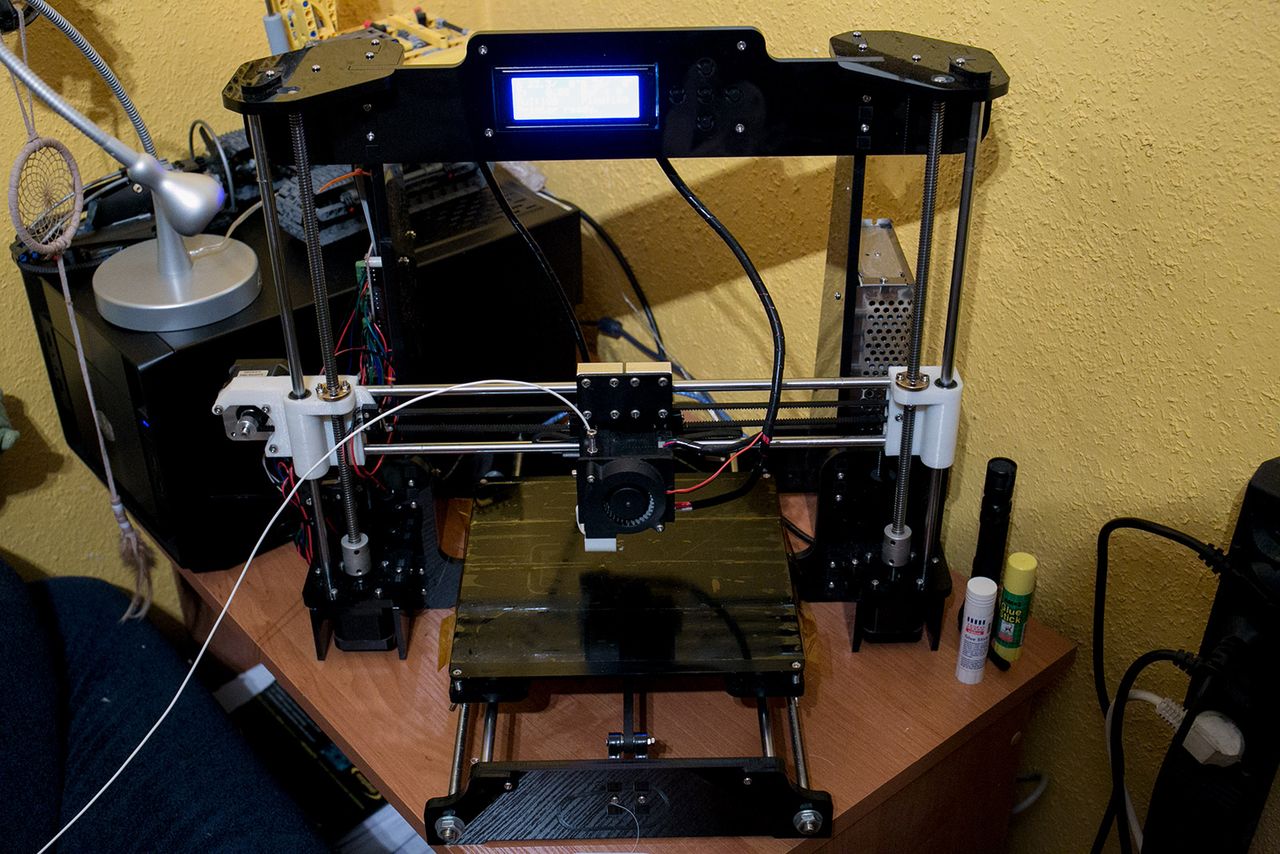
Jedna z najtańszych zabawek tego typu. Rama wykonana z 8mm pleksi, względnie sztywna. W komplecie dostępny cały zestaw (włącznie z zasilaczem), złożyć trzeba samemu, co zajmuje około 4‑8h, chociaż instrukcja dołączona na karcie SD jest lekko słaba.
- Łamana angielszczyzna
- Wykonana na zasadzie "weź te części i uzyskaj to co na zdjęciu obok", do instrukcji montażu mebli z Ikea "trochę" brakuje, szczęście w nieszczęściu większość elementów da się zamontować tylko w jeden sposób
- Zdjęcia wykonane na przykładzie modelu zrobionego z przeźroczystej pleksi, co jest "wspaniałe", szczególnie jak każą zamontować małe elementy a zdjęcie pokazuje całą drukarkę, i czasem się trzeba bardzo domyślać po której stronie elementu trzeba zamontować kolejny
W zestawie są elementy o których instrukcja nie wspomina wcale (jak osłona płytki wyświetlacza czy radiator chłodzący ekstruder, na szczęście zbędny). Plus z tego taki, że dali za dużo śrubek i nakrętek, dobrze mieć zapas.
Wyświetlacz i elektronika sterująca
Drukarkę można zrobić na Arduino (fuj, fuj), można tez mieć specjalizowany sprzęt ze zintegrowanym wszystkim, co potrzeba na jednej płytce. Polecam drugie rozwiązanie, mimo swoich skłonności do grzebania i przerabiania wszystkiego. Znacznie łatwiej wtedy wszystko podłączyć, mniejsze ryzyko, że coś się zepsuje, i po porostu ładniej, schludniej wygląda. W moim wypadku jest to coś, co nazywa się Melzi 2.0, zawiera:
- Układ zasilania grzałki ekstrudera (+ złączkę czujnika temperatury tegoż)
- Układ zasilania grzałki platformy (+ złączkę czujnika temperatury tegoż)
- Sterowniki dla 4 silników krokowych (X, Y, Z, E)
- Port mUSB
- Złącze na karty uSD
- Złączkę AUX
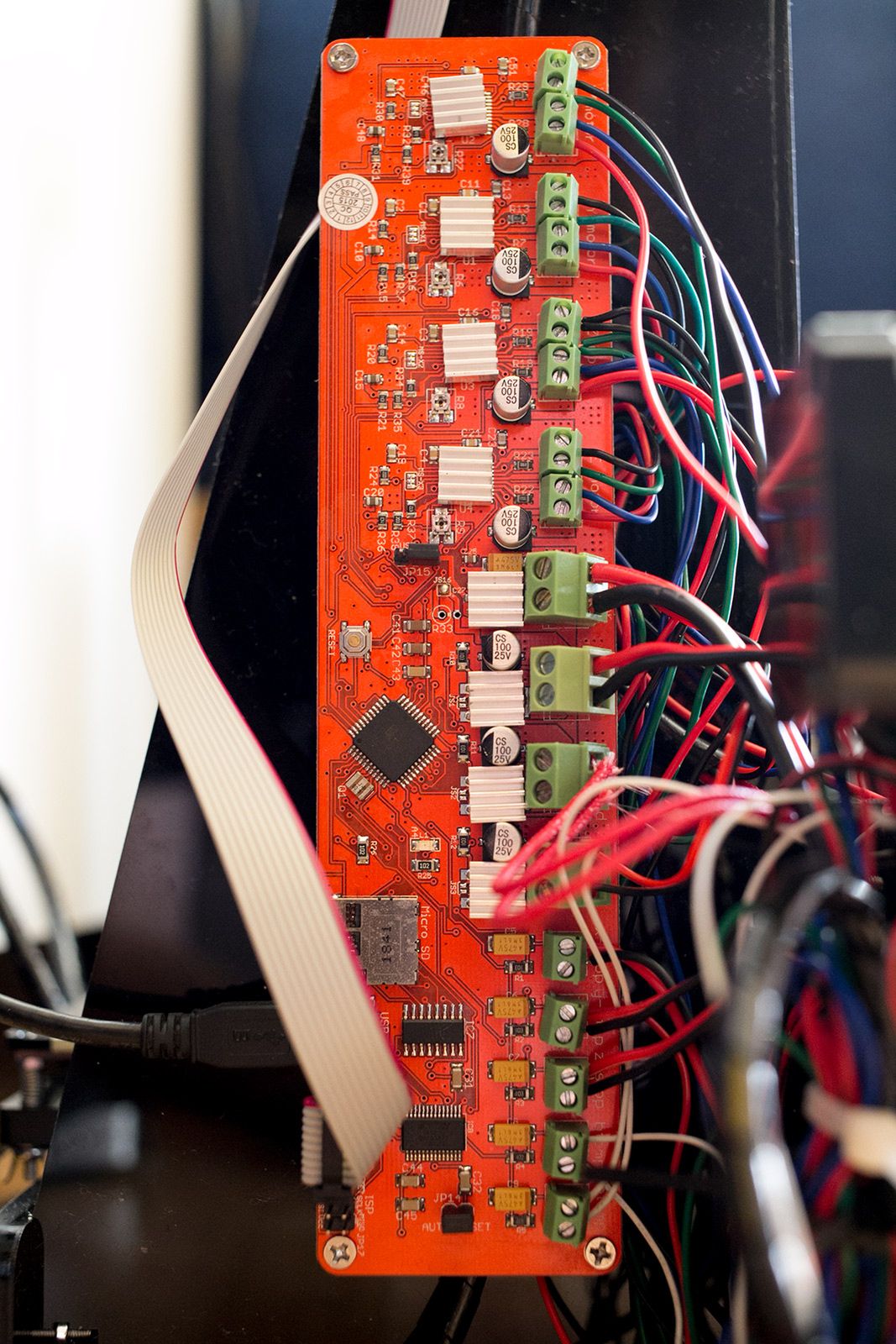
Czyli generalnie wszystko co potrzebne. Do złączki AUX podłączamy wyświetlacz wraz z przyciskami. Można dostać wersje bez wyświetlacza i przycisków. Ale wtedy praktycznie odpada opcja drukowania offline (bez podłączonego komputera), a ta opcja jest przydatna z uwagi na to, iż wydrukowanie dużego obiektu, z dużą rozdzielczością może spokojnie zając > 16h. Już pomijając to, że komputer może się zawiesić, to możemy trafić na fascynujące problemy z rodziny "dzwonek do drzwi przerywa połączenie z drukarką", głupio wyrzucić do kosza wydruk, który siedział w drukarce 12h i zaczynać odnowa.
Silniki
Silniki, w sumie prawie dowolne w obudowie NEMA17. One wszystkie są podobne, najważniejsze jest to, żeby miały moment obrotowy powyżej 0,4Nm. Najpopularniejsze maja 200 kroków na obrót, mniej popularne 400. Im więcej kroków, tym większa rozdzielczość druku. Ale nawet najpopularniejsze 1,8 stopnia/krok daje nam ~0.1mm w osiach X/Y sensownej rozdzielczości (0,00625mm bezsensownej*). W osi Z, przy śrubach trapezowych ze skokiem 2mm, odpowiednio: 0,01mm i 0,000625mm.
* - bezsensowna rozdzielczość bierze się z tego, że silniki krokowe mogą być sterowane przez microstepping, teoretycznie podnosi to rozdzielczość szesnastokrotnie, szkoda, że nie działa. Znaczy działa, ale raz że z każdym skokiem pośrednim spada moment obrotowy, dwa - silniki nie są identyczne, generowane przebiegi prądowe nie są idealnie sinusoidalne, w efekcie stopnie "softwareowe" nie są idealnie od siebie oddalone. Nierówność w ms powoduje niefajne artefakty głównie w osi Z. Niemniej jednak MS w Melzim jest włączony na poziomie sprzętu (nie ma opcji zmiany w firmware) bo używanie tegoż znacznie poprawia gładkość pracy silników i zmniejsza poziom ich głośności.
Prowadnice i śruby prowadzące
Niestety zastosowane prowadnice mają tylko 8mm (czyli najmniejsze jakie są powszechnie używane). Niestety - bo im grubsze są prowadnice tym konstrukcja jest mniej podatna na wibracje, odkształcenia z różnych powodów (przesadnego napięcia pasków na przykład). Generalnie im grubsze prowadnice tym lepiej, ale przesadzać tez nie można. Z luźnego przestudiowania internetów wychodzi na to, że najoptymalniejsze są 10mm i 12mm. Tylko, że nie można ot tak wymienić prowadnic na większe, zmiana taka wymaga zmiany mocowań prowadnic (tutaj rozwiercenia) i co bardziej problematyczne, łożysk liniowych, które się po nich przemieszczają. Łożyska niestety wraz ze zwiększaniem wielkości prowadnicy jaką można przez nie przeprowadzić zwiększają swój ogólny rozmiar (a co za tym idzie rozstaw otworów), dlatego jeśli chcemy wymienić pręty prowadnic na większe, będzie się to wiązało nie tylko z modyfikacja mocowań, ale także wymianą wózka osi X, podstawy platformy i mocowań osi Z. Najlepiej by było, gdyby prowadnice były idealnie proste, ale jak nie będą to nic wielkiego się nie stanie. Większym problemem będzie, jeśli nie będą miały równej powierzchni, albo jeśli łożyska po nich poruszające się będą miały wady. To proszenie się o:

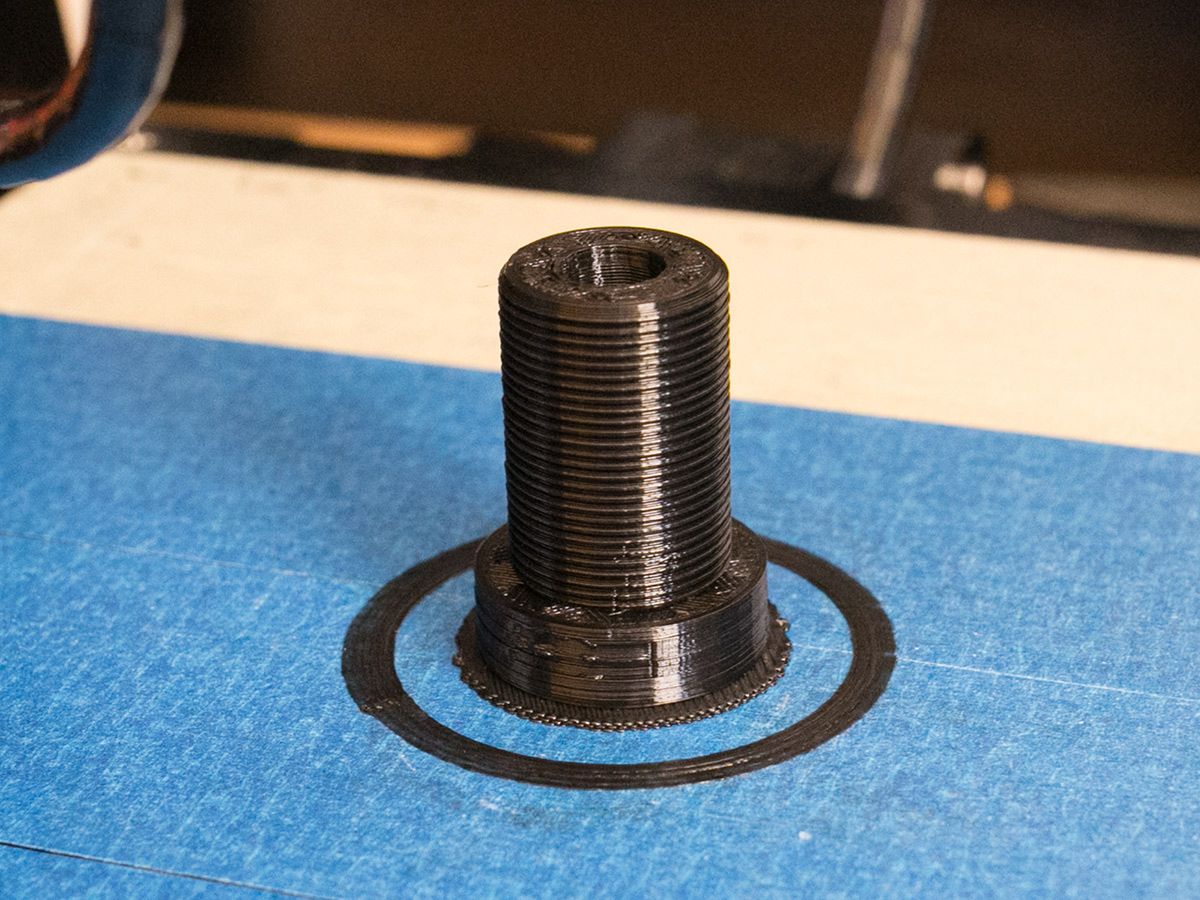
Śruby są używane do podnoszenia i opuszczania ekstrudera, innymi słowy poruszają osią X w osi Z. Dostępne w paru rodzajach, różniących się rodzajem gwintu i jego skokiem. Najlepsze IMO będą śruby trapezowe 8mm z minimalnym dostępnym skokiem (2mm), można użyć zwykłych śrub metrycznych M8/M10, ale one są raczej przeznaczone do trzymania rzeczy razem, aby się nie rozpadły, a nie prowadzenia precyzyjnych mechanizmów. Co jednak nie przeszkadza z powodzeniem stosować ich w drukarkach. W każdym razie, należy absolutnie unikać śrub calowych, bo ich używanie może się skończyć tak:
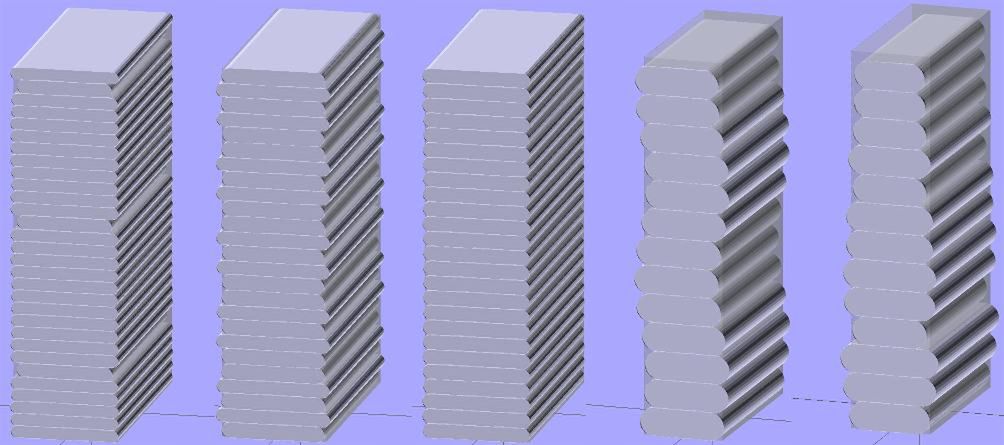
Bierze się to stąd, że najoptymalniejszą grubością warstwy jest wielokrotność grubości jaką można uzyskać na jednym pełnym skoku silnika. Praktycznie cały soft drukarkowy pracuje w systemie metrycznym, za tym idzie kilka wyliczeń:
Przy trapezowej śrubie o skoku 2mm i silnikach mających 200 kroków na obrót, minimalna grubość warstwy wynosi 0,01mm. Wielokrotność tegoż może być praktycznie dowolna. W wypadku skoku 18/cal, minimalna grubość warstwy wynosi 0,14111(1)mm. Co nie dość, że zmusza nas do używania nietypowych wartości grubości warstwy (0,28222(2)), to jeszcze z uwagi na okresowość ułamka i tak doprowadzi do błędów w zaokrągleniu i rozjechania się gdzieś wydruku (tym większego im wyższy jest wydruk).
Poza tym śruby powinny być zamocowane tylko z jednej strony. Prawie nigdy nie są idealnie proste, a jeśli nie są proste i będą zamocowane z obu stron to będzie to powodować regularne artefakty w osi Z.

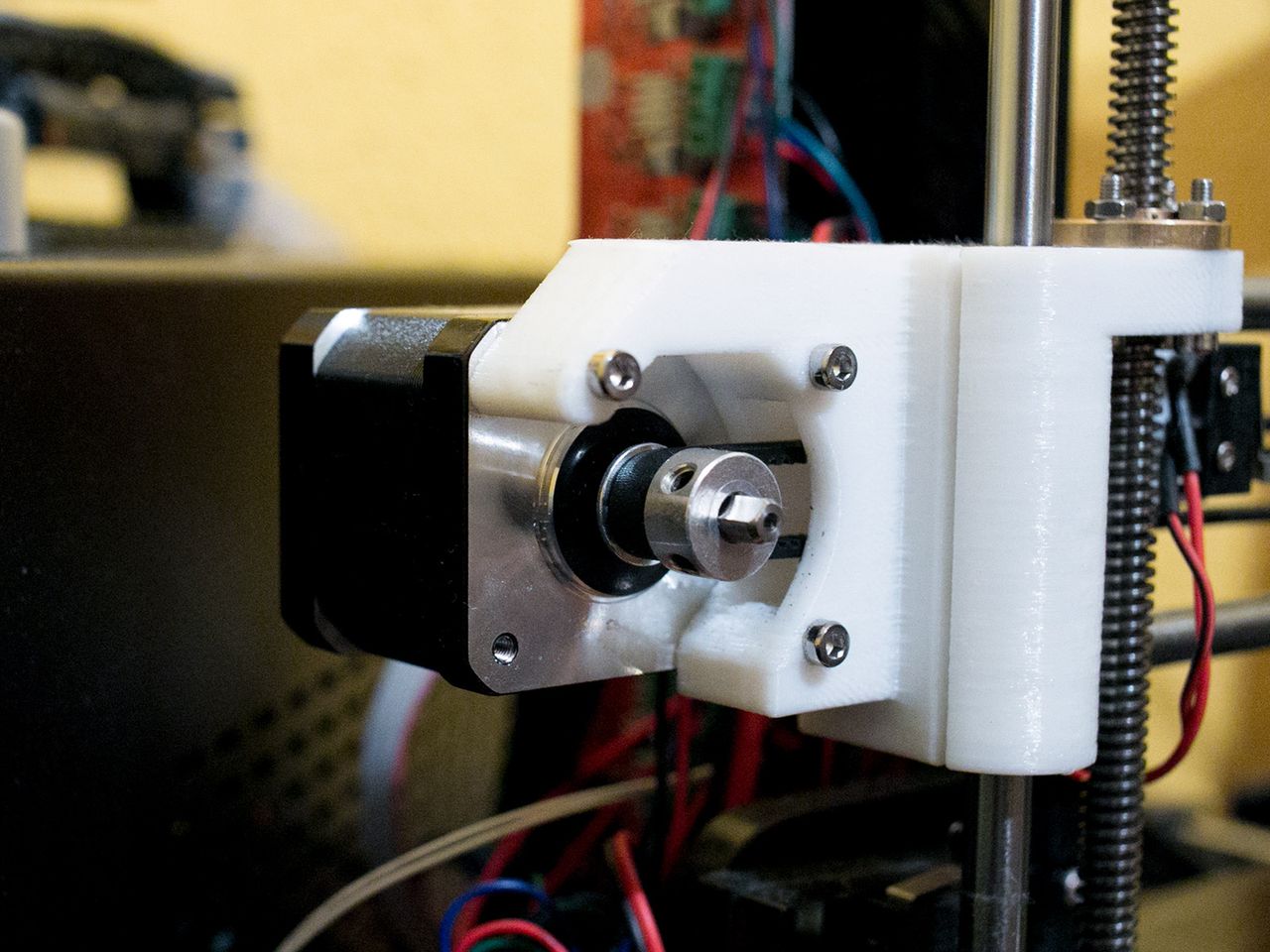
Zatem jeśli widzicie, że drukarka, którą chcecie kupić ma zamontowane prowadnice na górze śrub to znajdźcie sobie inny model, albo je usuńcie. W miejscu mocowania do silników najlepiej sprawdzą się aluminiowe sprzęgła.
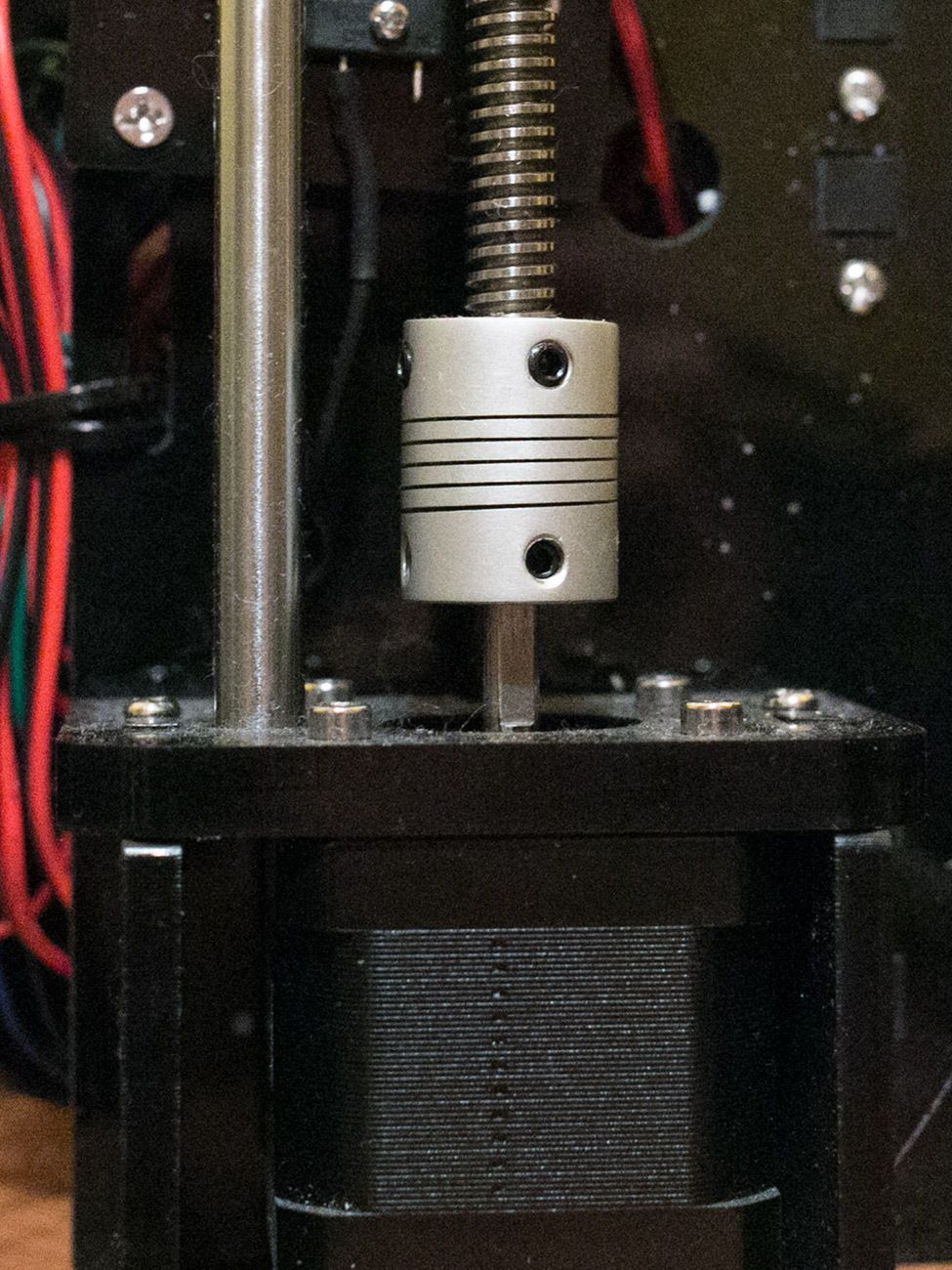
Nie jest drogie, więc pewnie dlatego stosowane praktycznie wszędzie. Sztywne mocowanie nie jest dobrym pomysłem z uwagi na ten sam problem co wyżej, śruby nie są idealne, a sprzęgła pozwalają im na lekkie ruchy na boki, gdyby ich nie było (a mocowanie byłoby sztywne) to zamiast lekko odgiąć sprzęgło, śruby ruszałyby wózkiem osi X, co również prowadzi co artefaktów w wydruku. Jedna ważna informacja w związku z instalacją sprzęgła - śruba i wał silnika absolutnie nie powinny się w sprzęgle dotykać. Jeśli będą, to cała idea tego sprzęgła przestaje działać.
Paski
Niewiele tutaj do omówienia, w zasadzie jeden w porywach do 2 problemów. Paski powinny być napięte, bardzo napięte... ale nie aż tak. Powinny być napięte do momentu, w którym dalsze zwiększanie ich napięcia zaczyna wyginać elementy je mocujące. Co może się stać jeśli są za luźno napięte: głowica nie będzie mogła być ustawiona w tej samej pozycji na różnych warstwach, "dzwonienie" i kilka innych. A jak będą za bardzo napięte, to mój ulubiony problem - artefakty w osi Z wiążące się z krzywymi śrubami prowadzącymi, bo:
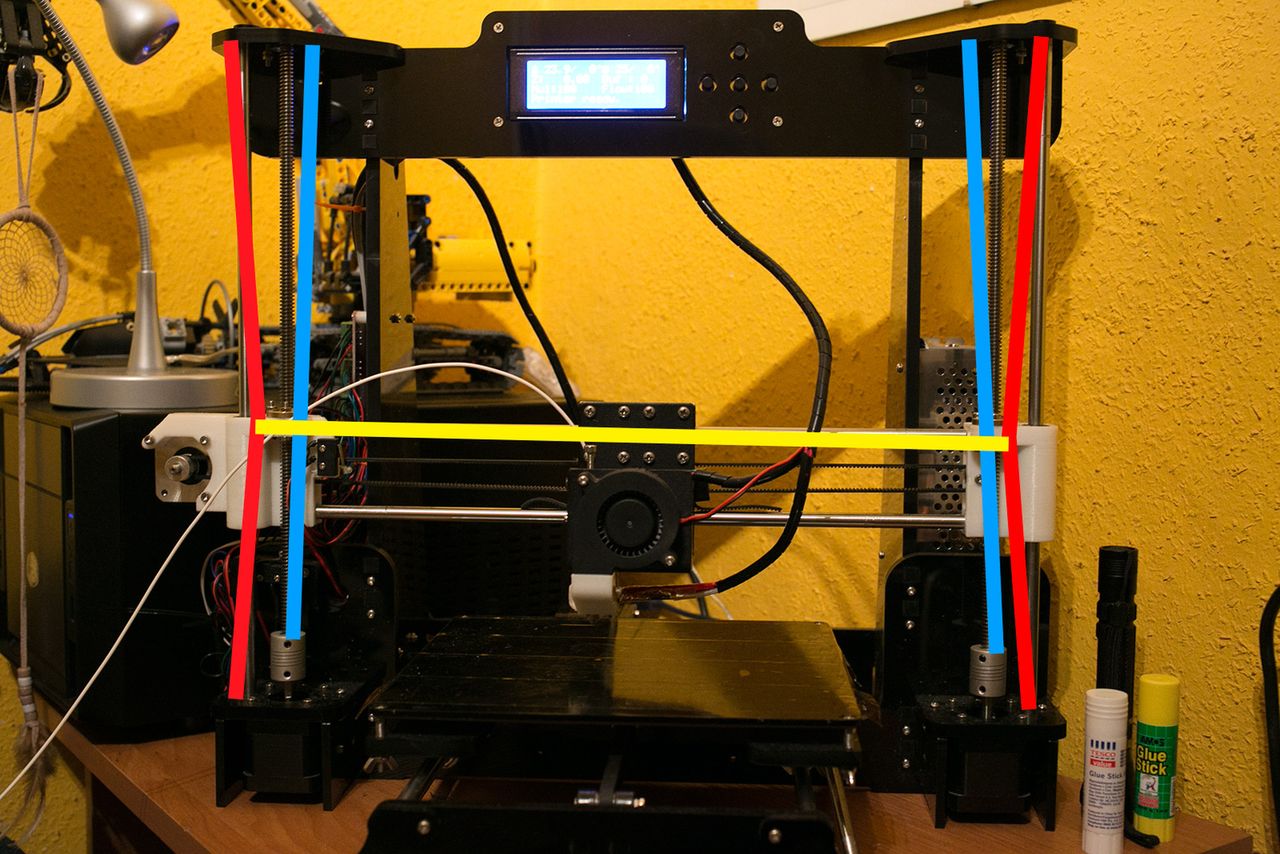
Jeśli pasek wózka osi X (żółte) wygnie prowadnice osi Z (czerwone) to śruby (niebieskie) zaczną dotykać wewnętrznych powierzchni górnych otworów w których są umieszczone. A to spowoduje taki sam efekt jakby śruby miały górne prowadnice. Dlatego jak zawsze, wszystko wymaga równowagi do prawidłowego działania.
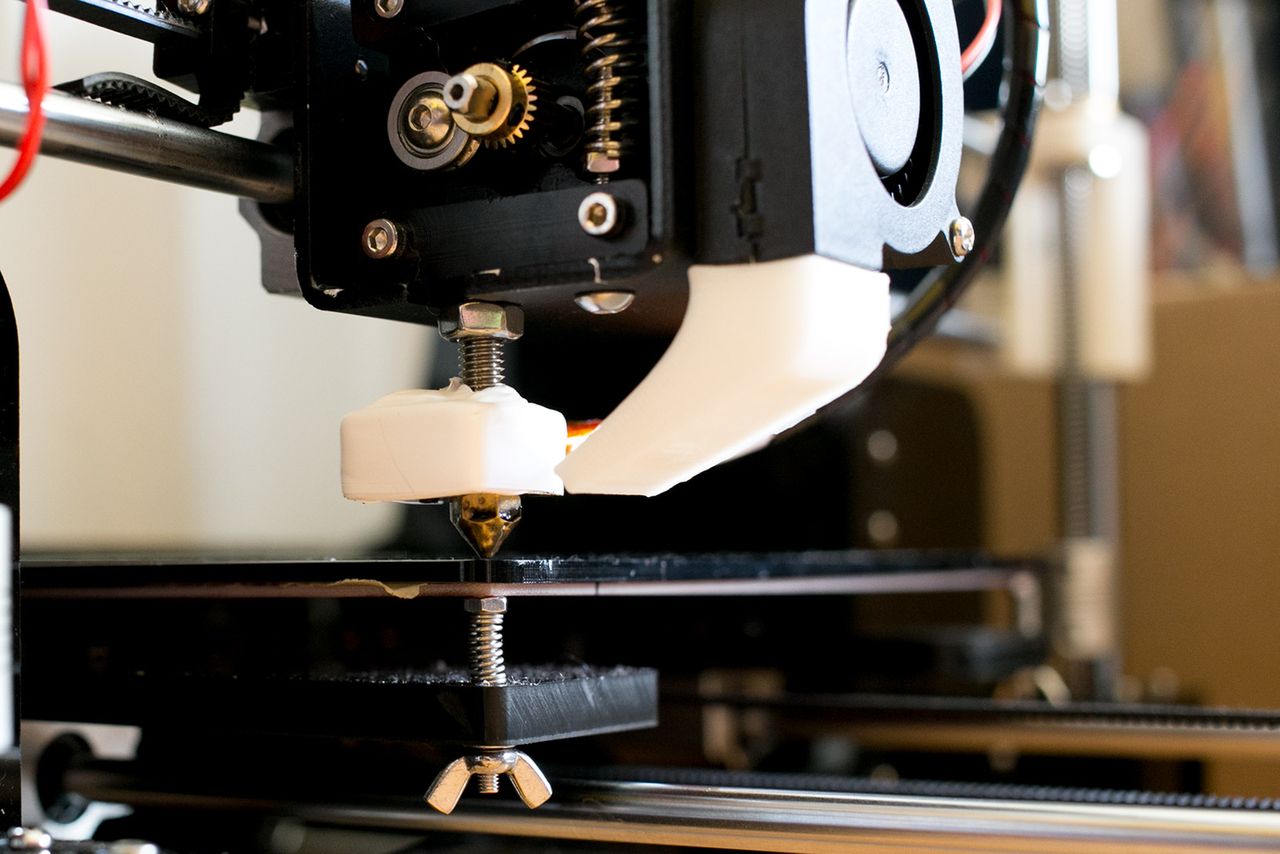
Ekstruder i jego napęd
Ekstruder to część, która podgrzewa ten plastik i przepycha przez dyszę. Występuje w paru wersjach, ze względu na umieszczenie napędu:
- Bowdena - gdzie napęd jest zamontowany na ramie, a filament do ekstrudera jest doprowadzany przez teflonową rurkę. Rozwiązanie ma ten plus, że wózek osi X jest lekki więc drukarka może drukować szybciej (łatwiej go rozpędzić i zatrzymać), z drugiej strony rurka to dodatkowe opory, nie można jej za bardzo zginać, retrakcja jest bardziej problematyczna (bo sprężystość filamentu i samej rurki)
- Bezpośredni - gdzie napęd jest zamontowany na wózku osi X, wolniejszy druk (bo całość jest cięższa) ale za to brak problemów powodowanych przez rurki
Poza tym sam "hot end" można skonstruować na dwa sposoby:
- All-metal - gdzie cały ekstruder jest metalowy, plus jest taki, że można go rozgrzać > 240 stopni a więc drukować większą gamą materiałów, minus taki, że absolutnie konieczne jest chłodzenie metalowej rurki doprowadzającej filament do bloku grzejnego. Jeśli nie będzie poprawnie chłodzona, to filament w jej górnym końcu zacznie się rozgrzewać i mięknąć, zanim dojdzie do dyszy. A to doprowadzi do jego zablokowania.
- Z wkładką PTFE (czyli z teflonową uszczelką) - którego nie można rozgrzać > 240 stopni, bo teflonowa uszczelka zacznie marudzić. Plus jest za to taki, że może spokojnie pracować bez dodatkowego chłodzenia (chyba, że mamy zamknięta komorę drukarki).
Ekstruder z teflonem jest mniej problematyczny w użytkowaniu. Poza tym hotend ekstrudera zawiera także blok grzejny, czyli najczęściej kawałek stali do którego z jednej strony przymocowana jest rurka doprowadzająca wraz z ewentualną wkładką, a z drugiej strony dysza przez która przepychany jest filament. Z boku umieszczone są jeszcze dwa elementy: grzałka ceramiczna (wiadomo do czego) i termistor lub termopara, które służą do kontroli temperatury. W miarę stabilna temperatura ma znaczenie, jeśli będzie się zbytnio wahać, to może doprowadzić do czegoś takiego:
Ten sam problem może wyniknąć, jeśli ta sprężyna:
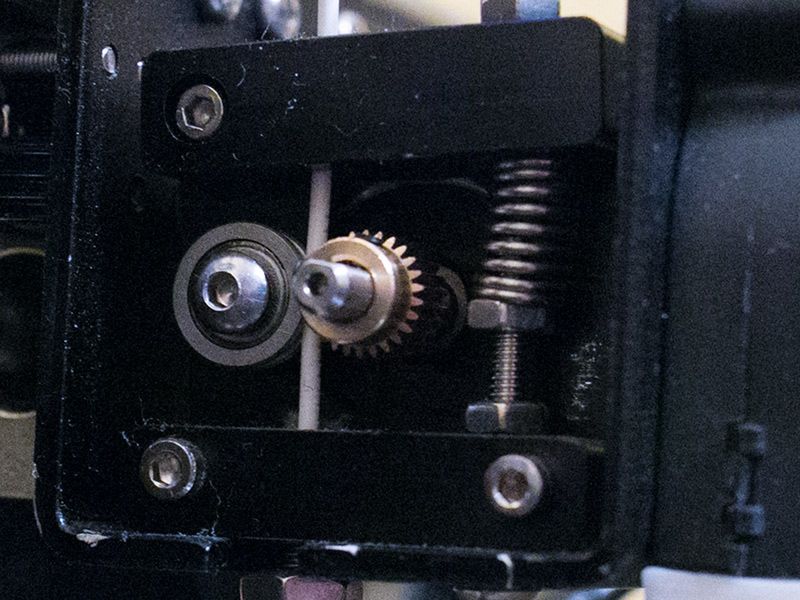
Nie powoduje odpowiednio mocnego dociśnięcia filamentu do radełka wpychającego go w ekstruder. Inny problem jaki można spotkać przy okazji ekstrudera to "grinding", kiedy radełko przeskakuje po filamencie nie będąc do wstanie wcisnąć do hotendu - problem występuje jeśli dysza jest zatkana albo prędkość druku za wysoka (przez co rośnie ciśnienie w hotendzie). Grinding ma tę zaletę, że słychać kiedy następuje, bardzo słychać.
Platforma
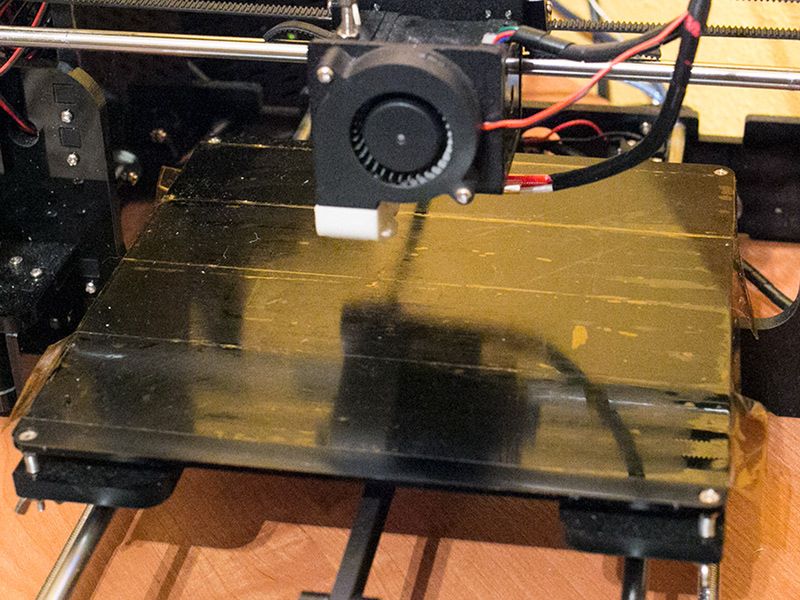
Brać tylko jeśli platforma jest aluminiowa (grzałka mk2 + aluminiowa płyta albo mk3b). Ważne jest aby mieć podgrzewaną platformę, w różnych plastikach efekt kurczenia się materiału występuje w różnych stopniu, ale występuje we wszystkich. Jeśli element nie będzie dobrze przyklejony do stołu to wraz z postępem wydruku rogi się odkleją i zaczną podwijać, a wtedy wydruk zacznie przypominać łódkę. Z odklejaniem się rogów walczymy głównie za pomocą podgrzewanego stołu. Dlaczego stół alu? Bo to metal, a to ma dwie zalety: dobrze rozprowadza ciepło (mk2 nie grzeją równomiernie), jest odporny na zarysowania (a czasem trzeba powalczyć o to aby się wydruk od stołu odkleił). Aby poprawić przyleganie wydruków (i w ramach ochrony) można zastosować taśmę kaptonową + klej do papieru w sztyfcie. Klej ładnie trzyma wydruk kiedy platforma jest gorąca i puszcza wraz z jej schłodzeniem. Alternatywnie gruba (niebieska) taśma malarska radzi sobie podobnie dobrze i to bez pomocy kleju (z tym, ze działa dobrze głównie z PLA). Dlaczego nie pokrycie szkłem? Bo grzanie będzie mniej równomierne, i szkło nie jest metalem. A właśnie, trzeci powód dla którego metalowa platforma to dobra idea: samo poziomowanie się jej za pomocą czujnika indukcyjnego. Bardzo poprawi przyjemność drukowania, gdyż ponieważ bo: nie trzeba co jakiś czas wyrównywać stołu, a stół lubi się przestawiać od rożnych czynników, wibracji, przestawienia drukarki w inne miejsce, czasem nawet po walce z bardzo dobrze przyklejonym do niego wydrukiem. :D
Mk2b + alu rozgrzewa się do 60 (PLA) stopni w około 5 minut, do 100 (ABS) w około 25. Zaizolowanie jej od spodu korkiem albo wełną mineralną znacznie poprawie prędkość rozgrzewania. Dobrym pomysłem jest zastąpienie grzałki pcb mkx silikonową matą grzejną dużej mocy. Te potrafią dobić do 120 stopni w kilka minut. Ale te maty wymagają mocnego zasilacza...
Zasilanie
Silniki wraz z ekstruderem nie potrzebują dużo mocy, w szczycie około 50W, w trakcie pracy około 20W. Także potrzebna moc zasilacza zależy głównie od tego co mamy zainstalowane pod platformą. Grzałki pracują najczęściej na 12V, lepszą opcją jest podwójne zasilanie 12+24V lub 12+230V. Im wyższe napięcie tym mniejszy prąd jest potrzebny, ale jeśli zastosujemy podgrzewanie platformy w wersji 230V to może się zrobić nieco niebezpiecznie. 12V+24V jest sensowne o tyle, że kablami idą mniejsze prądy, co przekłada się na ich możliwą mniejszą średnicę i mniejsze straty w tychże. Najlepszą formą zasilania zdają się być przemysłowe zasilacze 12/24V. Opcjonalnie można używać zasilaczy ATX, mają te przewagę, że udostępniają (o ile elektronika sterująca na to pozwala) funkcję soft-start.

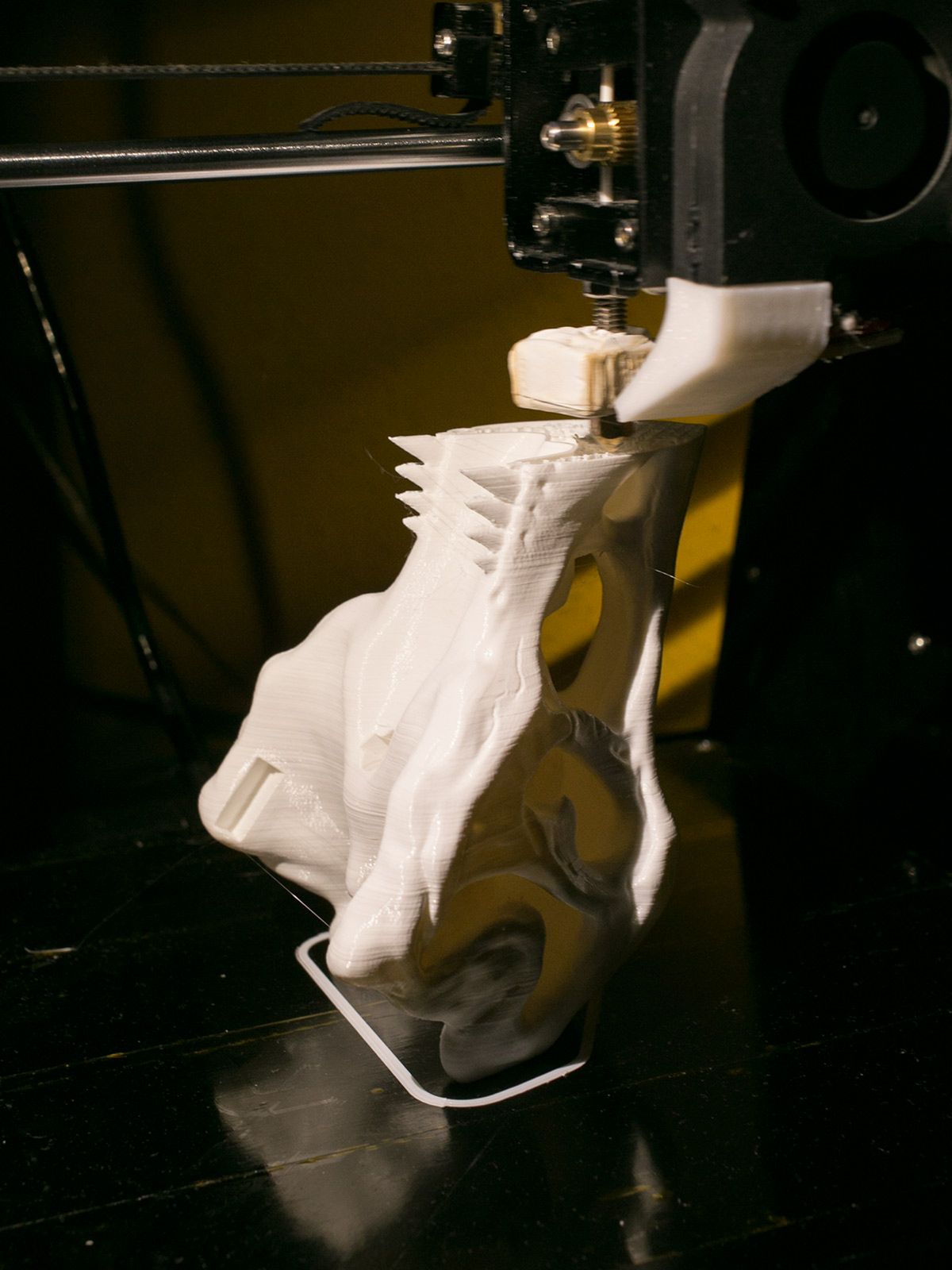
I na koniec...
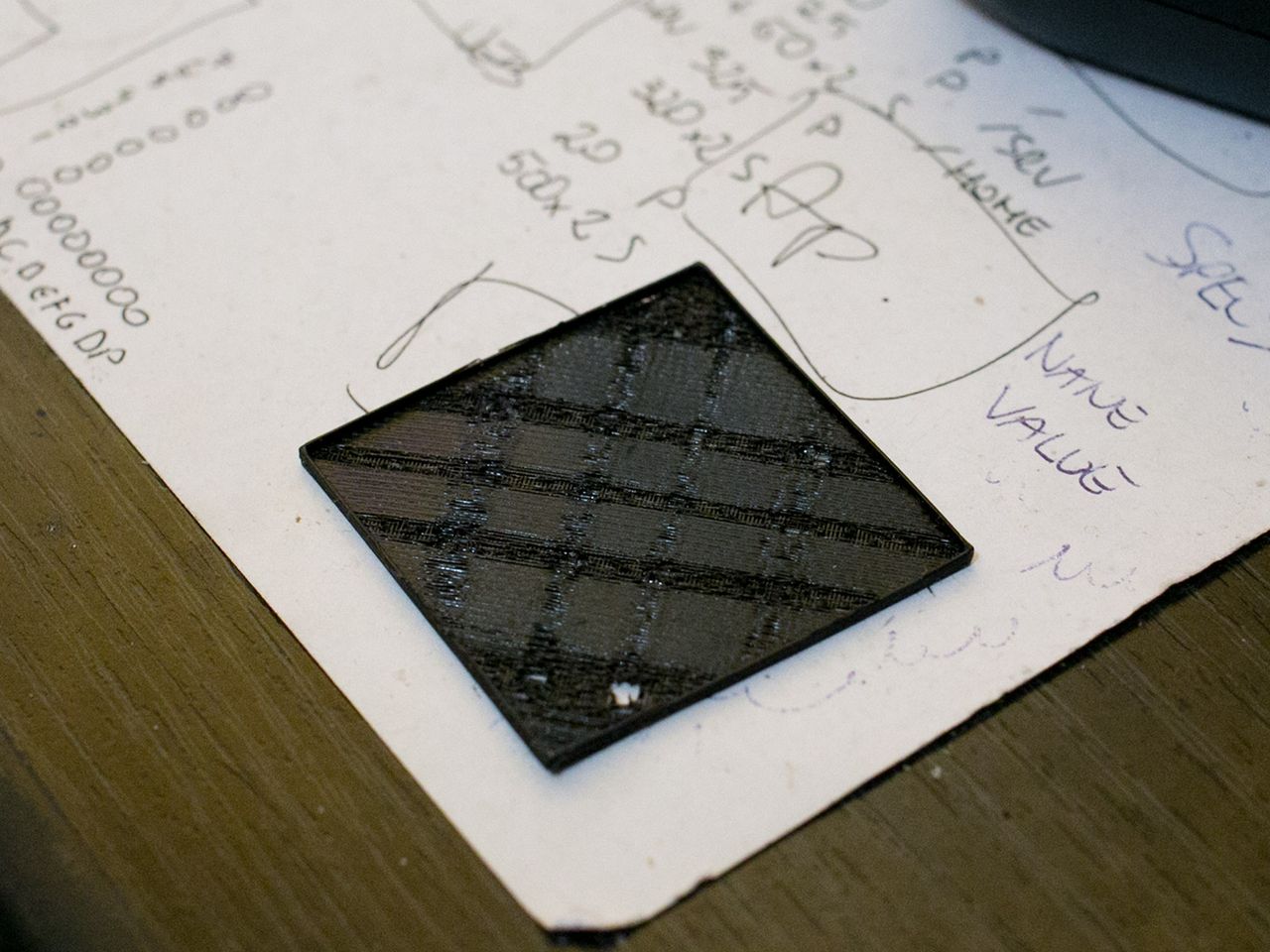
Największy obiekt jaki można wydrukować jest ograniczony powierzchnia 210mmx210mmx200mm, co nie oznacza, że nie da się tworzyć większych. Przy odrobinie wprawy, podpartej odpowiednią ilością kleju, szpachli i papierem ściernym da się zrobić:

To teraz czas na laserową wycinarkę CNC? :)


![Klawiatura do zastosowań gamingowych. Logitech G Pro X TKL [Recenzja]](https://v.wpimg.pl/MzU5LmpwYhs0VzpeXwxvDncPbgQZVWFYIBd2T19CdE0tBn1bXwMoGT0bOx0TEyNUJVljBB0QYk1gUHsMSBJ6V2NRfl9dQylIbBgtXhUSYBhiBX4IFBIvHGYAdUMaBypYKA)
![Minęło prawie 27 lat ... a pierwszy Resident Evil wciąż trzyma poziom [Recenzja]](https://v.wpimg.pl/ODExLnBuYCUkGjpdbQ5tMGdCbgcrV2NmMFp2TG1AdnM9S31YbQEqJy1WOx4hESFqNRRjBy8SYCF3Si4KekwsaSBMfw1vQXZ1fVV0VnsRYnMkT3VedxZ4In1JfUAyGyhmOA)

![Otwarte słuchawki bezprzewodowe TWS. Baseus Eli Sport 1 [Recenzja]](https://v.wpimg.pl/OWMyLmpwYDYsGzpeXwxtI29DbgQZVWN1OFt2T19CdmA1Sn1bXwMqNCVXOx0TEyF5PRVjBB0QYGZ4S31eR0cren1BelpdQytkKFR1DhNBYjJ4GngLRUYuNHQafkMaByh1MA)
![Tap Wizard 2: Magiczna podróż przez czas w świecie Idle RPG [Recenzja]](https://v.wpimg.pl/ZTBkLmpwdTUjCTpeXwx4IGBRbgQZVXZ2N0l2T19CY2M6WH1bXwM_NypFOx0TEzR6MgdjBB0QdWAjDS5USERoeSYOeA9dQ28ydUYuWhJEd20mCnpbQk9tbCdbKEMaBz8zYBY)
![Klimatyczny świat klubowego bramkarza. Techno Banter [Recenzja]](https://v.wpimg.pl/NDc4LmpwYSUCVjpeXwxsMEEObgQZVWJmFhZ2T19Cd3MbB31bXwMrJwsaOx0TEyBqE1hjBB0QYSVUA3sOQRIvaVMMKF1dQ3wlAhkuWxNFYyIGAylcEkB4dFcDdEMaBylmHg)